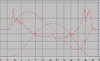
Bruce, your reference to constant accelleration should have been answered in my previous post. Attached is a graphic to illustrate four traces, lift, velocity, accelleration and jerk. This clearly shows a fairly long duration where accelleration is constant, and because accelleration is constant, so is jerk.
The data is design data, not measured, and John Andrews original design data would have been similarly smooth
Hi All,
this Forum seems to concern primarily the analysis of cam profiles by measuring. The methods reported so far will always stuggle with the quality of the measuring apparatus (exemplified by the Grey One's data of a professional rig) and the method of interpolation (although at 21600 P/r this is obviated by the data density) all splines have a tendency to oscillate (usually smotheness is defined as continuity and differentiability for 2 derivatives. Whether applying a low pass filter might be helpful is outside my personal experience (I have always insited to see 'raw' data i.e. what comes out of the sensing element).
It is obvious though that the precision requirements are much less for design data, where one would put the profile together from known functions (always making sure that at the transitional points the 3d derivative (jerk) is continuous and differentiable) so the relation of successive surface points is obeying the maths and not the absolute value. I am sure that Mr. (Dr. ?) Hubbard has something to say about this in his Handbook.
For a basic understanding of valve trains I always recommend Wolf Bensinger's classic text Die Steuerung des Gaswechsels in schnelllaufenden Verbrennungsmotoren (unfortunately in German). Hence the quieting ramp is really important for the opening flank (when the effective clearance is reached on the closing flank valve and spring have come to rest and do not contribute to valvetrain inertia and forces. And of course when acceleration is constant jerk is zero (which I am sure has contributed to the German misconcepton of Ruckfreier Nocken). While a world free of jerks is certainly not achievable a cam profile free of jerk is not even desirable.
F